
<阜新>云海旭金属材料有限公司
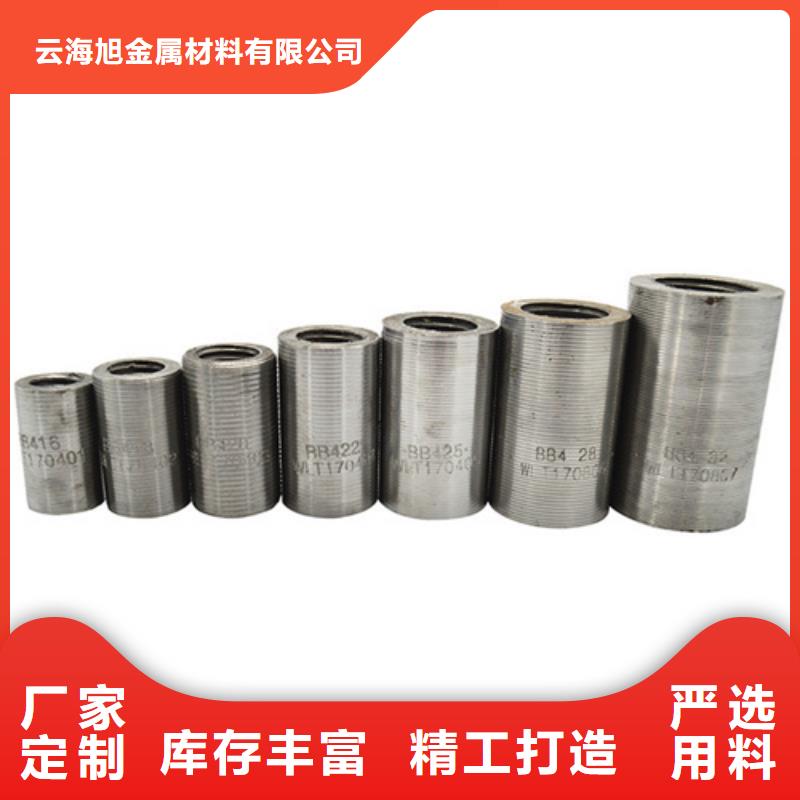
钢筋套筒滚压直螺纹连接工艺流程:钢筋切割→滚压螺纹→丝头检查→现场丝接2、操作工艺:钢筋滚压直螺纹连接,是采用专门的滚压机床对钢筋端部进行滚压,螺纹一次成型。钢筋通过滚压螺纹,螺纹底部的材料没有被切削掉,而是被挤出来,加大了原有的直径。螺纹经滚压后材质发生硬化,强度约提高6%—8%,使螺纹对母材的削弱大为减少,其抗拉强度是母材的97%—100%,强度性能十分稳定。套筒质量要求:① 连接套表面无裂纹,螺牙饱满,无其他缺陷。② 牙型规格检查合格,用直螺纹塞规检查尺寸精度。③ 各种型号和规格的连接套外表面,必须有明显的钢筋级别和直径。
 阜新钢筋连接套筒_多年生产经验厂家
阜新钢筋连接套筒_多年生产经验厂家
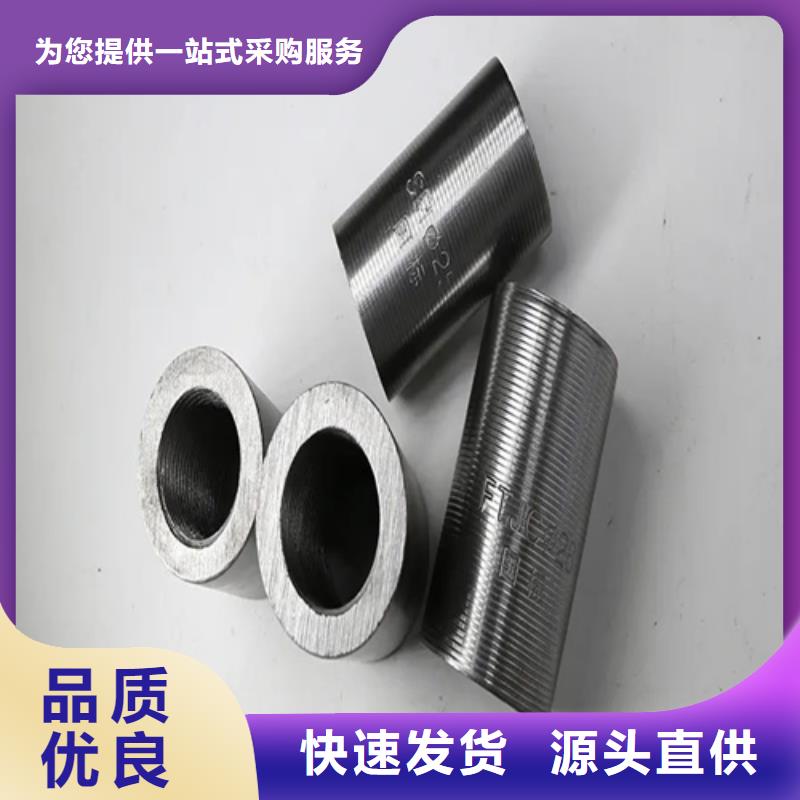
钢筋套筒外观查验(1)锥螺纹的外观查验随机抽取同标准接头数钢筋连接套筒的10%应满意钢筋与连接套的标准共同接头丝扣无完整丝扣显露要求锥螺纹接头应作力矩扳手查验梁柱构件按接头数的15%钢筋连接且每个构件的抽验数不钢筋连接套筒得少于一个接头根底墙、板构件按各自接头数每100个接头作为一个查验批不足100个也作为一个查验批每批抽验3个接头.钢筋连接每批接头应全部合格如果有一个不合格则该查验批应全数检验对达不到钢筋连接套筒合格要求的钢筋直螺纹连接套筒应进行补强如;接头松动或钢筋连接套筒达不到型式查验陈述要求的力矩值丝扣显露不符合锥螺纹和直螺纹连接要求等.钢筋连接连接件接头要及时填写接头质量检验记载.


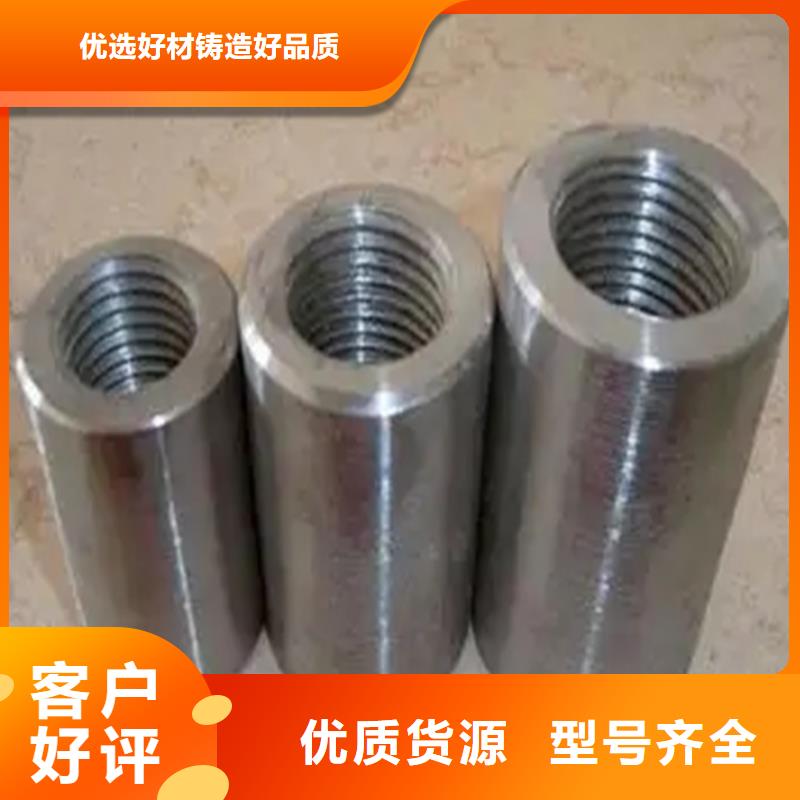
钢筋套筒外观检查,连接套筒螺纹牙型应饱满,连接套筒表面不得有裂纹,表面及内螺纹不得有严重的锈蚀及其他肉眼可见的缺陷。尺寸检查重要尺寸(外径、长度)及螺纹牙型、精度应经检验符合厂家产品设计图纸要求。内螺纹用专用的螺纹塞规检验,其塞通规应能顺利旋入,塞止规旋入长度不得超过3P(P为一个螺距长度)。允许偏差:套筒直径D≤50;外径允许偏差±0.5;长度允许偏差±0.5。一般试验项目:抗拉强度。
